


Con il termine “mungibilità” si definisce la capacità delle bovine a rilasciare velocemente e completamente il latte. Negli ultimi anni questo carattere ha acquisito un’importanza e un’attenzione sempre maggiori, diventando un fattore determinante nella gestione della mandria. Conoscere le curve di emissione del latte infatti, può essere utile per mettere in luce le eventuali criticità del processo di mungitura.
In alcuni studi viene sottolineato come la mungibilità sia uno dei principali parametri, dopo la produzione di latte e di grasso, che incidono sul reddito dell’allevatore e di conseguenza anche sul tasso di riforma. Le bovine scartate durante il corso della loro prima lattazione perché troppo lente nel rilasciare il latte infatti comportano un’ingente perdita economica per l’allevatore che ha dovuto sostenere i costi per allevare tali manze.
Altri parametri utilizzati per stimare la mungibilità comprendono le misure di flusso come Flusso Massimo (MMF) e Flusso Medio (DMHG); un incremento di questi due dati, associato ad una riduzione del tempo Totale di Mungitura (TMT), porta ad una diminuzione del lavoro in sala di mungitura e a un aumento dell’efficienza del sistema automatico di mungitura.
L’Associazione
Per tutti questi motivi, col passare degli anni la selezione ha dato sempre maggiore enfasi al miglioramento dei caratteri funzionali come la mungibilità. Anche l’Anarb (Associazione nazionale allevatori di bovini di razza bruna) ha attribuito sempre più rilevanza a questo parametro, selezionando negli anni le bovine di razza Bruna con i migliori indici genetici per questo carattere.
Che l’Associazione della Bruna punti molto sul miglioramento della mungibilità delle proprie bovine lo dimostra anche la continua e costante attività che svolge nel rilevare i dati nelle aziende, necessari a calcolare gli indici genetici per questo carattere. Ultimo periodo di rilevamento dati è stato nel mese di aprile.
Spiega Anarb nel documento “Mungibilità, rilevamento dati Anarb, scheda tecnica”, pubblicato sul sito web dell’Anarb (documento che descrive come Anarb opera per l’organizzazione e la conduzione della raccolta dei dati sulla velocità di mungitura): la mungibilità è influenzata da diversi fattori di natura ambientale o genetica, tra i quali lo stato fisiologico¬ sanitario della mammella e l’efficienza del lavoro in allevamento.
In particolare, il documento sottolinea come sia importante la conoscenza e la stima dei fattori genetici che influenzano la mungibilità.
Metodi di rilevamento della velocità di mungitura
Come precedentemente detto, al fine di calcolare l’indice genetico del carattere mungibilità risulta di fondamentale importanza la raccolta dei dati di base direttamente in allevamento, così come avviene per gli altri caratteri (es. latte, grasso e proteine, ecc.).
Per fare questo tipo di raccolta dati si possono impiegare diversi metodi: sondaggio, misurazione col cronometro, rilevazione con flussometro elettronico.
Sondaggio o indagine. È il metodo più comunemente utilizzato che consiste nell’individuazione, su consiglio dell’allevatore, degli animali più lenti in mungitura. Il vantaggio di questo tipo di rilevamento si basa su limitate risorse umane ed economiche, poiché si sfrutta la rete di raccolta di dati funzionali e morfologici già organizzata per la raccolta di informazioni relative ad altri caratteri (es. produttivi e morfologici). Questo metodo però ha da sempre presentato alcuni limiti, tra cui una bassa attendibilità determinata dal giudizio soggettivo dell’allevatore e dall’assenza di informazioni intermedie tra il valore minimo e massimo. Inoltre, il personale di stalla potrebbe essere impreciso o poco sensibile, non riuscendo sempre a discernere fra tempo di mungitura e quantità di latte prodotta (vacche normali che producono molto potrebbero essere indicate come lente). Questo comporta una raccolta di dati imprecisi e bassa qualità. Per Anarb, pertanto, secondo quanto riportato nel documento “Mungibilità rilevamento dati Anarb scheda tecnica”, questo metodo di rilevamento non è applicabile per il calcolo dell’indice genetico.
Cronometro. La misurazione con il cronometro, tecnica meno soggettiva del sondaggio che prevede la raccolta dei dati mediante l’impiego di un cronometro. I principali vantaggi di questo metodo sono: la valutazione dei tempi morti della mungitura (mungitura a vuoto) che non dipendono dall’animale ma dal mungitore e l’impiego di risorse umane ed economiche limitate. Lo svantaggio più importante legato alla misurazione con cronometro invece è la possibilità di rilevare esclusivamente informazioni per la velocità media di emissione del latte, con una misura che si potrebbe definire flusso medio.
Flussometro elettronico (Lactocorder). È uno strumento che permette di rilevare dati precisi della curva di emissione del latte in modo oggettivo e di tracciare la curva di emissione lattea nelle varie fasi della mungitura.
Lactocorder
Più precisamente, il Lactocorder misura il flusso (latte prodotto nell’unità di tempo), la produzione, la conducibilità elettrica e la temperatura del latte, con rilevazioni ad intervalli di 0,7 secondi. Generalmente le misurazioni sono registrate ogni 2,8 secondi. Inoltre lo strumento permette di memorizzare informazioni generali della bovina quali per esempio la matricola, il codice aziendale, l’eventuale codice a barre, lo stadio di lattazione, la data e l’orario di mungitura, ecc.
Questi strumenti di rilevazione dati sono affidabili e precisi ed utilizzabili in qualsiasi tipo d’impianto di mungitura (sale a pettine, spina, autotandem, giostra; trasporto latte e secchio).
La caratteristica di oggettività del dato rilevato, più preciso e ripetibile rispetto alle osservazioni soggettive della mungibilità comunemente utilizzate, rendono preziosi i dati raccolti e permettono di fare una selezione indubbiamente più efficace rispetto a quella maggiormente diffusa basata sui rilevamenti soggettivi.
In generale, gli ottimi risultati ottenuti con questi metodi di rilevazione “giustificano” l’ingente impegno economico legato sia alla spesa iniziale per l’acquisto dello strumento, sia al costo di formazione di tecnici per i rilevamenti e sia ai costi di manutenzione della macchina, unico svantaggio riscontrabile.
Tipologie di lattoflussometri
In commercio esistono due tipi di lattoflussometri:
- fissi, normalmente presenti nei lattometri elettronici che misurano, in maniera distinta, la quantità di latte prodotta ed il tempo di mungitura, con contemporanea elaborazione dei dati;
- portatili, progettati appositamente per misurare la forma ed il tipo di curva di emissione del latte.
Il lattoflussometro portatile (Figura 1) è costituito da: un tubo di ingresso del latte; una camera per dividere il latte dall’aria; un filtro del latte; una camera di conta costituita da elettrodi che misurano, ad intervalli regolari, la quantità di latte presente nella camera; un elaboratore che detta gli intervalli di misurazione ed aggrega i dati; un tubo di uscita; un display per la visione dei dati da parte dell’operatore.
Il flussometro suddivide il periodo di mungitura in 5 fasi (Figura 1):
- fase Ascendente (TAN): periodo che inizia quando il flusso di latte supera 0,5 kg/min e termina con l’inizio del Tempo di Plateau (TPL);
- tempo di Plateau (TPL): periodo in cui il flusso di latte è costante;
- fase di Declino (TAB) o Discendente: periodo che intercorre tra la fine del TPL e il momento in cui il flusso di latte scende a dosi inferiori di 0,2 kg/min;
- mungitura a vuoto (TMBG): periodo alla fine della mungitura in cui il flusso di latte è minore di 0,2 kg/min e termina con la rimozione del prendi capezzolo;
- sgocciolatura (MNG): periodo, alla fine della mungitura, in cui il flusso di latte è maggiore di 0,2 kg/min per almeno 4,2 sec;
Con i parametri raccolti è possibile tracciare la curva di emissione del latte che può presentare due tipi di flusso, normale o bimodale (BIM). Altri parametri rilevati sono il flusso massimo (MMF) ed il flusso medio (DMHG) di mungitura.
Il MMF viene definito quale flusso massimo di emissione che si verifica nel periodo di tempo che intercorre tra la fine della fase TAN e fino alla fine della fase TPL.

Figura 1 - Esempio di curva di flusso e fasi d’emissione del latte, misurazione eseguita con Lactocorder (fonte: Anarb). Traduzioni: Flow = Flusso latte. Time = Tempo. mS/cm = Conducibilità elettrica (mS/cm). Herd number = Numero dell’allevamento. Animal = Animale. Amount of milk = Quantità di latte. Date = Data.

Figura 2 - Lactocorder portatile (fonte: Anarb).
Il programma di rilevamento attuato dall’Anarb
Secondo quanto riportato nella scheda tecnica “Mungibilità rilevamento dati Anarb”, il programma di rilevamento prevede la raccolta dei dati per le vacche figlie di tori che all’atto del test sono nella condizione di attesa della valutazione genetica (AV). Pertanto si tratta di quei tori che non hanno ancora raggiunto i limiti minimi per la pubblicazione ufficiale dei loro indici genetici per i tratti produttivi e morfologici e precisamente:
- figlie di tori in prova di progenie (PP)
- figlie di tori con seme importato (IS)
Vengono inoltre testate sia le eventuali madri di tori d’IA delle aziende coinvolte, sia anche le altre vacche di una mandria. Quest’ultime sono controllate con lo scopo di ottenere le informazioni sul più ampio campione di vacche possibile ed avere una base di confronto nell’ambito della popolazione.
Inoltre, secondo le disposizioni previste nella scheda tecnica Anarb:
- il test viene effettuato solo su una mungitura (ciò permette di rilevare i dati in due aziende al giorno);
- sono considerati per il calcolo degli indici genetici i rilevamenti eseguiti tra 30 e 300 giorni dal parto;
- non sono testate vacche con affezioni mammarie, che l’allevatore deve indicare;
- l’organizzazione del rilevamento dati è svolta in collaborazione con le Apa;
- l’esecuzione del rilevamento in stalla è eseguito durante la mungitura e prevede il montaggio dei lattoflussometri tra il gruppo prendicapezzoli e il condotto di deflusso del latte (per il montaggio degli strumenti l’operatore si reca nell’azienda in anticipo rispetto all’orario di mungitura);
- la mungitura va eseguita dall’allevatore o dal personale di stalla con le normali e consuete modalità impiegate in ogni azienda;
- gli addetti alla mungitura hanno il compito di comunicare al tecnico Anarb il numero aziendale di ogni bovina testata e l’indicazione di eventuali bovine con affezioni mammarie o capezzoli ciechi;
- al termine del test, in ogni azienda, i tecnici Anarb scaricano i dati su computer, stampano i prospetti con i grafici per gli allevatori ed eseguono alcune verifiche quali il controllo dei collari, dei codici d’identificazione delle vacche.
Dal 2010 un nuovo modello di calcolo dell’indice mungibilità
Secondo quanto riportato da Anarb nella scheda tecnica “Mungibilità rilevamento dati Anarb”, a partire da gennaio 2010 (secondo delibera della Commisione tecnica centrale del 23 ottobre 2009) è possibile calcolare l’indice mungibilità utilizzando simultaneamente i dati registrati con Lactocorder, i pareri degli allevatori raccolti in occasione della valutazione morfologica i dati rilevati per mezzo dei lattometri elettronici aziendali (modello multiple traits).
Per questo ultimo tipo di informazioni Anarb ha già attivato un nuovo flusso dati, che coinvolge le aziende e le rispettive Apa.
Attività in atto e sviluppi
Pur con applicazioni diverse, varie organizzazioni svolgono la stessa attività di base (raccolta dati): le Apa per esempio effettuano il rilevamento su più razze all’interno della provincia; mentre Anarb lo effettua sulla stessa razza in più province. In questo modo si può verificare uno scambio dati/files, grafici ed altre informazioni tra Apa e Anarb riducendo notevolmente i costi relativi al numero di rilevamenti. Inoltre, al fine di ridurre i costi relativi all’acquisto dello strumento, Anarb propone il prestito dello strumento Lactocorder alle Apa.
I dati raccolti nel 2014
A conferma che il servizio di rilevamento dati Anarb per il calcolo dell’indice mungibilità sia ben attuato, riportiamo qui i dati dell’attività svolta nel 2014 dall’Associazione: mediante Lactocorder, sono state testate 4714 bovine, appartenenti a 247 aziende (in 20 province). La rilevazione è stata effettuata in 153 giornate lavorative. La raccolta dati è proseguita grazie ai lattometri elettronici fissi negli impianti di mungitura collegati a software di controllo e acquisizione dati e gestione della mandria.
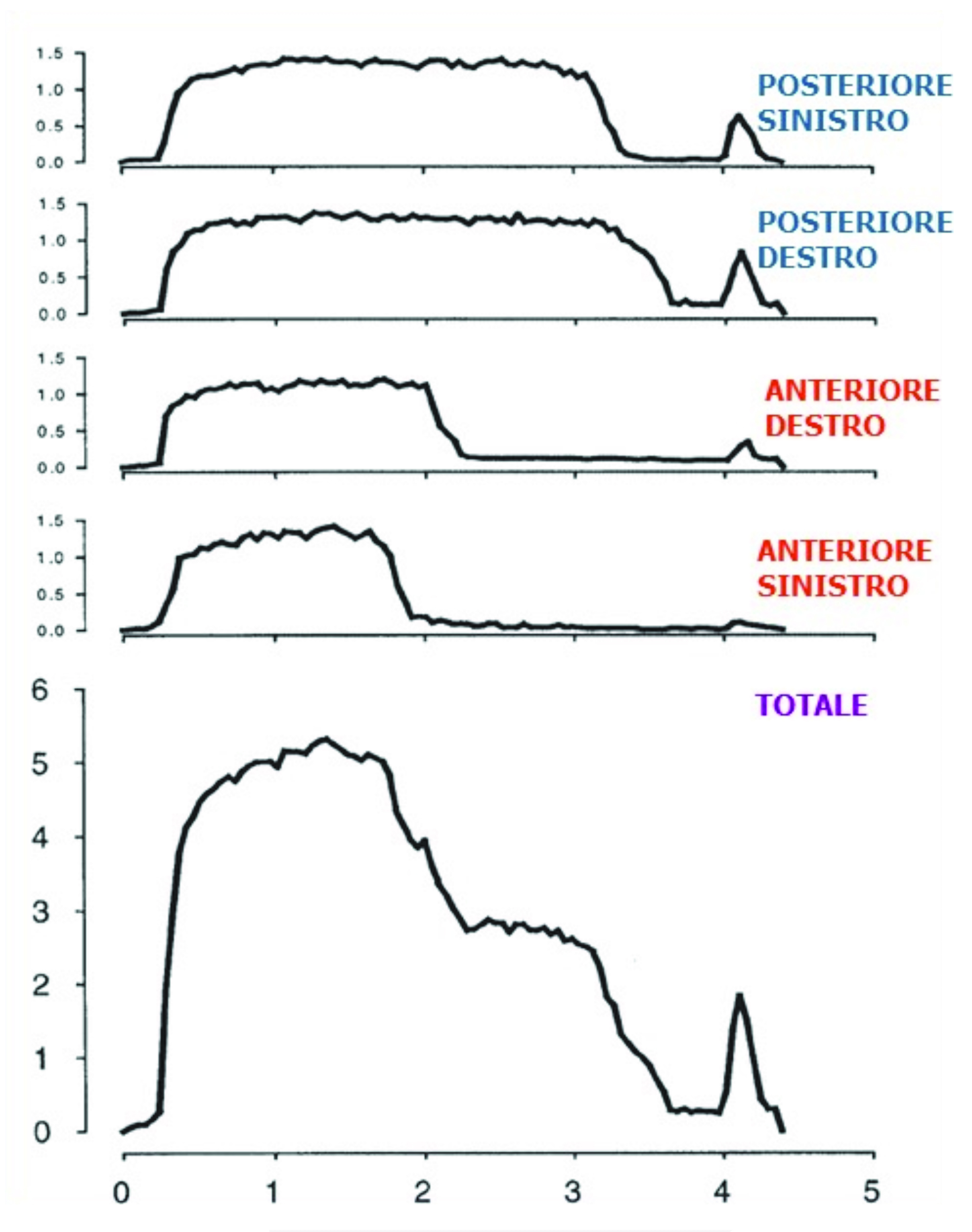
Figura 3 - Rilevamento Anarb dei dati sulla velocità di mungitura per mezzo del lattoflussometro Lactocorder.








{kind=link}